




















Drehwerkzeuge kaufen -
Drehen
Das Drehen ist gemeinsam mit dem Bohren, Fräsen und Schleifen eines der wichtigsten Fertigungsverfahren der Zerspantechnik. Wie bei allen diesen Verfahren werden von einem Werkstück Späne abgetrennt, um die gewünschte Form zu erzeugen. Beim Drehen rotiert das Werkstück – das Drehteil – um seine eigene Achse, während das Werkzeug – der Drehmeißel – die am Werkstück zu erzeugende Kontur abfährt. Die entsprechende Werkzeugmaschine ist eine Drehmaschine. Eine rein manuelle Variante wie beim Schleifen und Bohren gibt es nicht, bei weicheren Werkstoffen kann aber das Werkzeug mit der Hand geführt werden. Grundsätzlich lassen sich alle zerspanbaren Werkstoffe drehen. Besonderheiten zum Drehen von Holz finden sich unter Drechseln. Berufe, die sich mit dem Drehen befassen, sind der Drechsler für die Holzbearbeitung und der Dreher, der inzwischen gemeinsam mit dem Fräser vom Zerspanungsmechaniker abgelöst worden ist. Betriebe oder Abteilungen von Betrieben, die sich hauptsächlich dem Drehen widmen, werden als Dreherei bezeichnet.
Da bei den Drehmeißeln sämtliche Winkel und Radien der Schneide bekannt sind, zählt das Drehen zur Gruppe Spanen mit geometrisch bestimmter Schneide, zu der auch das Bohren und Fräsen zählen.
Die erreichbaren Genauigkeiten bezüglich Abmessungen, Formen und Oberflächenrauheit sind wie bei den meisten zerspanenden Verfahren vergleichsweise gut. Die Werkstücke sind nach dem Drehen entweder einbaufertig oder müssen nur noch durch Schleifen fertigbearbeitet werden.
Das Drehen wird in zahlreiche Verfahrensvarianten eingeteilt. Wird der Drehmeißel parallel zur Rotationsachse des Werkstückes bewegt (Runddrehen oder Längsdrehen), so entstehen zylindrische Formen. Wird er dagegen senkrecht zur Rotationsachse bewegt, ergeben sich ebene Formen (Plandrehen). Außerdem gibt es Varianten für die Gewindefertigung oder für beliebige rotationssymmetrische Formen (z. B. Kegel oder Kugeln). Für größere Serien geeignet ist das Profildrehen mit Werkzeugen, die die zu fertigende Form als Negativ enthalten. Gedreht werden neben Außenflächen auch Innenflächen an Hohlkörpern. Die beim Drehen verwendeten Spannmittel sind verfahrenstypisch und werden kaum anderweitig benutzt. Dazu zählen unter anderem Drehfutter, Spannzangen und Zentrierspitzen.
Die allgemeinen Grundlagen der Zerspantechnik betreffen die zerspanenden Fertigungsverfahren gleichermaßen, sodass das Drehen hinsichtlich Drehmeißelverschleiß, Standzeiten, Energieumwandlung und Wärme keine Besonderheiten aufweist.
Drehverfahren
Die Drehverfahren können nach verschiedenen Gesichtspunkten eingeteilt werden. Besonders häufig findet sich die Einteilung nach DIN 8589, die auf der ersten Gliederungsebene nach der erzeugten Form einteilt und daher einen guten Eindruck der herstellbaren Geometrien vermittelt. Weitere wichtige Einteilungen sind
• das Außendrehen und das Innendrehen (Bearbeitung der Innenflächen von Hohlkörpern),
• das Schruppen (Grobbearbeitung) und Schlichten (Feinbearbeitung),
• das Kegeldrehen zur Herstellung kegelförmiger Formelemente,
• das Hartdrehen für gehärtete Werkstücke,
• das Hochgeschwindigkeitsdrehen mit besonders hohen Schnittgeschwindigkeiten.
Je nach Menge des Kühlschmierstoffes unterscheidet man in Nassdrehen und Trockendrehen sowie nach dem Automatisierungsgrad in Drehen auf konventionellen Drehmaschinen, Drehen auf CNC-Drehmaschinen oder auf Drehautomaten.
Einteilung nach erzeugter Form (DIN 8589)
Die wohl wichtigste Einteilung der Verfahrensvarianten findet sich in der DIN 8589 und wird in der Fachliteratur häufig zitiert. Sämtliche zerspanenden Fertigungsverfahren werden auf der ersten Gliederungsebene einheitlich nach der erzeugten Form eingeteilt. Im Falle des Drehens ergibt sich:
Plandrehen: Herstellung planer (ebener) Flächen
Runddrehen: Herstellung kreisrunder Formen
Schraubdrehen: Herstellung von Gewinden
Wälzdrehen: Herstellung von Wälzflächen (Verzahnungen)
Profildrehen: Herstellung beliebiger Formen mit Profilwerkzeugen, die die herzustellende Form als Negativ enthalten
Formdrehen: Herstellung beliebiger Formen durch gesteuerte Werkzeugbewegung
Die weitere Unterteilung folgt verschiedenen Kriterien wie der Werkzeugbewegung (längs oder quer zur Drehachse), den verwendeten Werkzeugen oder der Art der Bewegungserzeugung (manuell, maschinell).
Alle genormten Verfahren und Verfahrensvarianten tragen eine Ordnungsnummer. Bei den Drehverfahren beginnen diese alle mit der Folge 3.2.1.
Plandrehen
Beim Plandrehen mit der Ordnungsnummer 3.2.1.1 werden ebene (plane) Oberflächen erzeugt, die an der Stirnseite des Drehteils liegen. Die erzeugten Flächen liegen also senkrecht zur Drehachse. Es wird zwischen drei Varianten unterschieden:
• 3.2.1.1.1 Beim Quer-Plandrehen bewegt sich das Werkzeug senkrecht (quer) zur Drehachse. Es ist die wichtigste Variante und wird in der Praxis auch kurz als Plandrehen bezeichnet. Es wird meist als erster Arbeitsgang durchgeführt, um eine Bezugsfläche in axialer Richtung für die weitere Bearbeitung zu erzeugen. Beim Schlichten (Feinbearbeitung) wird meist von innen nach außen gearbeitet, während beim Schruppen (Grobbearbeitung) eher von außen nach innen gearbeitet wird. Das Quer-Plandrehen ist typisch für die Bearbeitung auf Drehautomaten, bei denen meist Kleinteile von der Stange gefertigt werden. Wie bei allen Quer-Drehverfahren ist zu beachten, dass sich bei konstanter Drehzahl die Schnittgeschwindigkeit verändert. Bei konventionellen Drehmaschinen und Drehautomaten wird sie über ein Stufengetriebe innerhalb eines Bereiches gehalten, moderne CNC-Drehmaschinen können eine konstante Schnittgeschwindigkeit erreichen.
• 3.2.1.1.2 Das Quer-Abstechdrehen dient dazu, Werkstückteile abzutrennen oder das gesamte Werkstück vom stangenförmigen Rohmaterial abzutrennen. Die Werkzeuge sind dabei sehr schmal, um den Materialverlust zu minimieren; sie neigen daher jedoch auch zum Schwingen, was beim Spanen als Rattern bezeichnet wird. Die Werkzeuge verfügen über eine Hauptschneide, die zur Drehachse orientiert ist, sowie links und rechts davon zwei Nebenschneiden. Beim Einstechdrehen ist die Hauptschneide nicht parallel zur Drehachse. Dadurch hat während des Abstechens das Verbindungsstück zwischen den zu trennenden Teilen die Form eines Kegelstumpfes. In der Endphase der Bearbeitung verjüngt sich dessen Spitze immer weiter, bis das Werkstück fast ohne Restzapfen abgetrennt wird.
• 3.2.1.1.3 Beim Längs-Plandrehen bewegt sich das Werkzeug parallel zur Drehachse. Das Werkstück ist dabei hohl und die Werkzeugschneide ist breiter als die Dicke des Werkstücks. Die entstehende Fläche ist ringförmig.
Runddrehen
Beim Runddrehen mit Ordnungsnummer 3.2.1.2 werden runde Oberflächen erzeugt, die auf der Mantelfläche eines Zylinders liegen, dessen Achse mit der Drehachse zusammenfällt. Es wird zwischen den fünf Varianten Längs-, Breitschlicht-, Schäl-, Längs-Abstech- und Quer-Runddrehen unterschieden. Vor allem das Längs-Runddrehen hat eine große Bedeutung und wird in Normen und in der Fachliteratur als Referenz herangezogen. In Lehrbüchern wird häufig diese Variante gewählt, um grundsätzliche Begriffe und Phänomene der Zerspantechnik zu erläutern. Diese Variante wird für Kleinteile in der Uhrenindustrie ebenso genutzt wie für die Großserienfertigung von Turbinenläufen oder Antriebswellen mit Längen von bis zu 20 m.
• 3.2.1.2.1 Beim Längs-Runddrehen bewegt sich das Werkzeug parallel zur Drehachse. Als wichtigste Variante wird es in der Praxis kurz als Runddrehen bezeichnet. Es lässt sich mit einer großen Bandbreite verschiedener Werkzeuge durchführen, die auf die jeweiligen Anforderungen zugeschnitten sind.
• 3.2.1.2.2 Beim Breitschlicht-Runddrehen oder Breitschlichtdrehen wird ein Werkzeug mit sehr großem Eckenradius rϵund sehr kleinem Werkzeug-Einstellwinkel der Nebenschneide κr′verwendet, wobei große Vorschübe möglich werden.
• 3.2.1.2.3 Das Schäldrehen, Schäl-Runddrehen oder Schälen ist eine Sondervariante des Längs-Runddrehens mit besonders hohem Vorschub. Dieser wird üblicherweise durch die gleichzeitige Verwendung mehrerer Werkzeuge erreicht, die meist einen kleinen Einstellwinkel der Nebenschneide κr′aufweisen. Die Werkzeuge sind in der Regel radial um das Werkstück herum angeordnet, um das sie sich drehen, während das Werkstück nur den Vorschub ohne Rotation ausführt. Das Schäldrehen wird oft genutzt, um Blankstahl herzustellen, und zeichnet sich durch ein hohes Zeitspanvolumen aus. Es ist sehr produktiv und kann sehr gute Oberflächen erzeugen.
• 3.2.1.2.4 Das Längs-Abstechdrehen dient dazu, runde Scheiben von Platten abzutrennen. Es weist große Ähnlichkeit auf mit dem Längs-Profildrehen und dem Längs-Einstech-Profildrehen.
• 3.2.1.2.5 Das Quer-Runddrehen ist eine selten angewandte Variante, bei der die Vorschubbewegung senkrecht zur Drehachse liegt und das Werkzeug mindestens so breit ist wie die erzeugte Fläche.
Innen- und Außendrehen
Je nachdem, wie die Bearbeitungsstelle am Werkstück liegt, spricht man von Außendrehen oder Innendrehen. Beim Außendrehen werden die Außenflächen bearbeitet, beim Innendrehen Flächen, die in einer Bohrung liegen. Die englische Bezeichnung turning bezieht sich üblicherweise nur auf das Außendrehen; das Innendrehen wird als boring bezeichnet.
Das Innendrehen weist gegenüber dem konventionellen Außendrehen einige Besonderheiten auf. Während die zu bearbeitende Fläche bei der Außenbearbeitung vom Werkzeug weggebogen ist, ist sie bei der Innenbearbeitung zu ihm hingebogen. Daraus resultiert ein größerer Scherwinkel, aus dem eine größere Zerspankraft folgt. Da die verwendeten Werkzeuge meist sehr lang und auskragend sind, kommt es dabei leichter zu Schwingungen und Durchbiegungen. Dies führt zu schlechteren Oberflächenqualitäten und Maßgenauigkeiten. Der Abtransport der Späne ist ebenfalls problematisch. Normalerweise wird er mit dem Kühlschmiermittel, das unter hohem Druck in die Bohrung eingebracht wird, herausgespült. Das BTA-Bohren verwendet eine ähnliche Technik zum Spanabtransport.
Schruppen und Schlichten
Wie bei den anderen spanenden Fertigungsverfahren, kann man auch beim Drehen zwischen dem Schruppen (Grobbearbeitung) und einem Schlichten (Feinbearbeitung) unterscheiden. Beim Schruppen wird deutlich mehr Volumen pro Zeit als beim Schlichten zerspant und folglich mit hohen Schnitttiefen und Vorschüben gearbeitet. Die Bearbeitungskräfte sind dabei hoch, die erreichte Genauigkeit und Oberflächenqualität spielen eine untergeordnete Rolle.
Das Drehteil wird hierbei annähernd auf Maß gebracht. Beim anschließenden Schlichten dagegen wird das gewünschte Maß des Fertigteils erreicht. Die Bearbeitungskräfte sind geringer, da die Vorschübe und Schnitttiefen geringer sind. Die Anforderungen an Maßhaltigkeit und Oberflächenqualität sind jedoch höher.
Hartdrehen
Das Hartdrehen ist eine Variante der Hartzerspanung, mit der auch Werkstoffe mit einer Härte von mehr als 54 HRC bearbeitet werden können. Traditionell war dies nur durch Schleifen und Läppen möglich. Durch die Entwicklung sogenannter superharter Schneidstoffe (Werkzeugwerkstoffe) wie kubischem Bornitrid wurde es möglich, derart harte Werkstoffe auch durch Drehen, Bohren oder Fräsen zu bearbeiten, was zu zahlreichen Vorteilen führt. Das Hartdrehen ist grundsätzlich auch mit Siliziumnitrid-Schneidkeramik und beschichtetem Hartmetall möglich, die Werkzeuge verschleißen jedoch schneller.
Die Werkstücke können direkt im gehärteten Zustand bearbeitet werden. Damit entfallen sowohl das Weichglühen als auch das Schleifen, was zu kürzeren Durchlaufzeiten führt. Außerdem kann auf die teuren Schleifmaschinen verzichtet werden, indem die Bearbeitung auf den günstigeren Drehmaschinen stattfindet. Des Weiteren ist Hartdrehen wirtschaftlicher, da pro Zeit ein größeres Werkstoffvolumen entfernt werden kann (größeres Zeitspanvolumen). Da beim Hartdrehen die Werkstückform durch die Bewegung des Werkzeuges gesteuert wird, ist es auch flexibler als das Schleifen, bei dem die Werkstückform meist teilweise im Werkzeug enthalten ist. Wegen der größeren Spanungsdicke benötigt das Hartdrehen weniger Energie und lässt sich ohne oder mit nur wenig Kühlschmierstoff einsetzen, was als Trockenbearbeitung beziehungsweise Minimalmengenkühlschmierung bezeichnet wird. Das Hartdrehen wird bei komplizierteren Formen angewandt, wogegen lange gerade Wellen wirtschaftlicher durch Schleifen zu bearbeiten sind, weil die breiteren Schleifscheiben in diesem Fall kürzere Bearbeitungszeiten aufweisen.
Typische Werte beim Hartdrehen sind Schnitttiefen von ap = 0,01 mm bis 0,3 mm, Vorschübe von f = 0,01 mm bis 0,14 mm und Schnittgeschwindigkeiten von vc = 120 m/min bis 220 m/min. Sie liegen somit alle deutlich unter denen des konventionellen Drehens. Anwendungsfelder für das Hartdrehen sind Lagersitze von Wellen und Rädern, Wälzlagerringe und Walzen.
Werkzeuge und Schneidstoffe
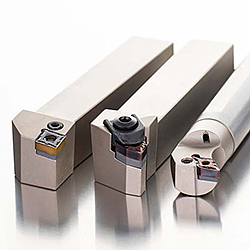
Die Werkzeuge beim Drehen werden meist als Drehmeißel bezeichnet. Manchmal werden damit jedoch nur Werkzeuge bezeichnet, die vollständig aus Schnellarbeitsstahl bestehen oder eine aufgelötete Schneide aus dem teureren, aber härteren und verschleißfesteren Hartmetall haben. Wenn die Schneiden verschlissen sind, werden sie nachgeschliffen. In der industriellen Praxis werden heute jedoch meist Klemmhalter genutzt, in denen eine Wendeschneidplatte als Schneide fungiert. Ist die Kante der Platte verschlissen, wird jene gedreht oder gewendet, um neue Kanten zu nutzen, und schließlich durch eine neue Platte ersetzt. Nachgeschliffen werden die Platten nicht mehr.
Es gibt spezielle Werkzeuge für Außen- oder Innenbearbeitung, Schruppen und Schlichten, Profilwerkzeuge, die eine zu erzeugende Werkstückform als Negativ enthalten (darunter Werkzeuge zum Gewindedrehen), sowie Ein- und Abstechwerkzeuge und Kopierdrehmeißel, die sich für das Nachform- oder NC-Drehen eignen.
Die Werkstoffe, aus denen die Schneiden bestehen, werden in der Zerspantechnik als Schneidstoff bezeichnet. Industrieller Standard ist das Hartmetall, mit dem höhere Schnittgeschwindigkeiten und somit niedrigere Bearbeitungszeiten möglich sind als mit dem herkömmlichen Schnellarbeitsstahl (HSS). Beim Drehen kann jedoch grundsätzlich die gesamte Palette der bekannten Schneidstoffe zum Einsatz kommen. Für Werkstoffe, die nur schwer zerspanbar sind, kommen auch Schneidkeramiken und kubisches Bornitrid zum Einsatz. Werkzeuge aus Diamant eignen sich wegen der hohen Verschleißfestigkeit und der erreichbaren Genauigkeiten vor allem für die Bearbeitung von Aluminiumlegierungen und Kupferlegierungen. Für Stahl sind sie jedoch ungeeignet, da sie sich bei den hohen auftretenden Temperaturen in Graphit umwandeln.
Die Firma Fritz Hartmann GmbH & Co. KG bietet sowohl Produkte für die Außenbearbeitung als auch für die Innenbearbeitung an. Zu den bekanntesten und beliebtesten Marken in diesem Segment zählen die Hersteller EFHA (unsere Hausmarke) und WIDIA.


